
Liquid ring vacuum pump cavitation and prevention method
There are many kinds of vacuum pumps used in brick and tile enterprises, and liquid ring vacuum pump is a common matching equipment of vacuum extruder. Vacuum pump operates in high vacuum state, especially in summer, with the increase of working water temperature, the gasification pressure of water also increases. At the suction end of liquid ring vacuum pump, the bubbles in the water ring condense rapidly and make the bubbles break, which is the mechanism of cavitation produced by liquid ring vacuum pump. The cavitation of the liquid ring vacuum pump is related to the vacuum degree and working water temperature of the vacuum pump, but not directly related to the vacuum linear velocity and compression ratio. In this condition, any vacuum pump will have cavitation, because no matter how the structure of the vacuum pump and how large the compression ratio, it will form the same vacuum on the suction side of the vacuum pump, which will inevitably produce cavitation.
When the vacuum pump is working, it is required to operate in the high efficiency area as far as possible, that is, in the area of critical vacuum degree or critical exhaust pressure; it should be avoided to operate near the maximum vacuum degree or maximum exhaust pressure. In this area, not only the efficiency is very low, but also the work is very unstable, easy to produce vibration and noise. For the vacuum pump with high vacuum degree, cavitation will occur when it operates in this area. The obvious sign of this phenomenon is that there is noise and vibration in the pump. Cavitation will cause damage to pump body, impeller and other parts, so that the pump can not work. This paper discusses the principle and prevention of cavitation in liquid ring vacuum pump.
1. Principle of cavitation
Cavitation is caused by liquid vaporization. The process of liquid molecules escaping from the liquid surface and becoming gas molecules is called “vaporization”. The degree of liquid gasification is related to the pressure and temperature. The gas dissolved in the liquid will also be released when the pressure and temperature change, forming cavitation. When the internal pressure of the liquid drops and is lower than the saturated vapor pressure of the liquid at this temperature, bubbles or air pockets are formed in the local area; when the pressure rises, the bubbles are suddenly crushed by the surrounding pressure, and the liquid flow is squeezed to the center of the bubbles at a very high speed due to the inertia, which creates a hydraulic impact on the equipment. The whole process of the generation and collapse of such microbubbles and the physical and chemical effects on the flow passage surface is called cavitation. When the bubble produced in cavitation flows to the high pressure, its volume decreases and it bursts. This phenomenon is called cavitation collapse.
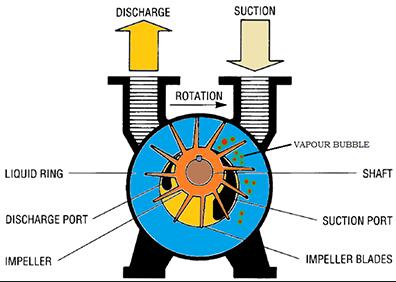
During the operation of liquid ring vacuum pump, if the local area of its overflow part (usually somewhere later at the impeller blade inlet) is due to some reason, when the absolute pressure of the pumped liquid is reduced to the liquid gasification pressure under the temperature at that time, the liquid will start to gasify there, generating a large number of steam to form bubbles. When the liquid containing a large number of bubbles flows forward through the high-pressure area in the impeller, the bubbles The high pressure liquid around causes the bubble to shrink sharply and break. At the same time of bubble condensation and fracture, the liquid particle fills the hole at a very high speed, which produces a very strong water hammer effect at this moment, and strikes the metal surface at a very high impact frequency. The impact stress reaches hundreds to thousands of atmospheric pressure, and the impact frequency reaches tens of thousands of times per second. In serious cases, the wall thickness will be broken down.
The cavitation process in the vacuum pump is the process of producing bubbles and breaking bubbles in the liquid ring vacuum pump, which causes the flow passage parts to be damaged. After cavitation, the liquid ring vacuum pump will not only damage the flow parts, but also produce noise and vibration, which will lead to the performance degradation of the pump. In serious cases, the liquid in the vacuum pump will be interrupted and cannot work normally.
The cavitation damage of liquid ring vacuum pump is at the place where bubbles are produced and broken. Pitting corrosion occurs on the metal surface, and honeycomb damage will occur seriously. If there is a large residual stress in the cavitation part of the vacuum pump impeller, it will cause stress release and crack. Due to the sudden rupture of bubbles in the high pressure area during cavitation of vacuum pump, and the noise and vibration caused by strong water hammer, the sound like popping beans can be heard. If the above bubbles break on the metal surface, the metal surface will suffer continuous and strong water hammer to produce pockmarks, and the metal grains will loosen and peel off to form honeycomb or even perforation. In addition to mechanical action, cavitation damage is accompanied by many complex actions such as electrolysis and chemical corrosion. The actual damage effect shows that the location of cavitation damage is exactly where the bubble disappears. Vacuum pump needs liquid as working medium.
Each liquid has a corresponding saturated vapor pressure at a certain temperature. When the absolute pressure in the suction area is closer to the saturated vapor pressure of the liquid, the liquid is closer to boiling state. At this time, there will be a large number of bubbles on the surface of the working liquid in the suction area. Because the working liquid steam generated by the liquid in the working cavity will occupy part of the working cavity space, the external suction capacity of the vacuum pump will be reduced. When the pressure in the suction area reaches the saturated steam pressure of the working liquid, it can be considered that the working cavity is full of working liquid steam. At this time, the external suction capacity of the vacuum pump is close to zero, and the cavitation phenomenon of the vacuum pump is the most serious.
If the working fluid is water, the higher the water temperature is, the more the pumping performance of the pump will decline. The water temperature of the liquid ring vacuum pump has a great influence on its performance, and the performance curves of the liquid ring vacuum pump are all measured under the water temperature of 15 ℃, so the pumping rate of the liquid ring vacuum pump should be modified when the liquid ring vacuum pump is actually selected.
2. Elimination and prevention of cavitation in liquid ring vacuum pump
If the liquid ring vacuum pump works for a long time in the cavitation state, it will cause the pump’s noise, vibration and even damage to the vacuum pump. Therefore, the liquid ring vacuum pump should be avoided to work in the cavitation state as far as possible. The following methods can be adopted:
(1) Reduce the temperature of water
Due to the increase of cooling water temperature of vacuum pump, the pumping energy will be seriously reduced, and the seal water temperature of vacuum pump must be lower than the saturation temperature corresponding to the exhaust pressure, otherwise, the vacuum will be deteriorated and the cavitation of the impeller of vacuum pump will be damaged. Therefore, the water temperature can be reduced to prevent cavitation.
(2) Improve the accuracy of model selection and make the vacuum pump run in a safe area
In the selection stage, when selecting the suction pressure and water temperature of the vacuum pump, try to avoid the pressure range where the vacuum pump is prone to cavitation, that is, avoid the vacuum pump running in the critical vacuum degree or critical exhaust pressure area, and try to reduce the cavitation.
(3) Install the cavitation protection pipe
For the vacuum pump equipped with a cavitation protection tube, the bubble generated in the cavitation process breaks during the compression process. The introduction of non condensable gas with high pressure from the outside can timely supplement the space caused by the bubble break, which can greatly reduce the damage of cavitation to the vacuum pump and reduce the noise and vibration caused by the cavitation.
Some vacuum pumps have cavitation protection interface, such as working under the limit pressure, opening the cavitation protection pipe interface (or connecting with the steam water separator) can eliminate the cavitation sound and protect the vacuum pump under the condition of maximum suction effect.
(4) Equipped with air ejector
The function of atmospheric ejector is to produce air jet by using the pressure difference between atmospheric pressure and vacuum pump, and to obtain lower suction pressure than vacuum pump in the ejector, so as to eliminate the limit pressure of vacuum pump, prevent cavitation of vacuum pump and protect vacuum pump. As the atmospheric ejector is set to prevent cavitation of vacuum pump and protect vacuum pump, the vacuum pump with atmospheric ejector is generally set, and the vacuum formed by suction is better than that without installation.
(5) Use lower saturated vapor liquid as working fluid
When the working fluid is changed from original water to transformer oil, the limit vacuum degree of the working fluid is increased because of the lower saturated vapor pressure of the oil. In the extraction of polluted gas and some special working conditions, the working fluid of vacuum pump can also be used other liquids (methanol, ethanol, xylene, aniline, acetone and other organic solvents with low viscosity). The limit vacuum degree is determined by the saturated vapor pressure of the working fluid.
The oil ring vacuum pump can work at 20 ~ 90 ℃, so it is not easy to condense because of the high oil temperature when pumping water vapor and other gases, so the pump oil is not easy to be emulsified, thus improving the service life of the pump oil. When using organic solvent as working fluid, attention should be paid to the explosion-proof of the motor and the corrosion of the vacuum pump and its seals.
(6) The impeller and disc of the pump are made of materials with strong anti cavitation ability
There are obvious differences in the anti cavitation ability of different materials. There are many factors that affect the anti erosion ability of materials. Generally, materials with high hardness and high elasticity have strong anti erosion ability. Low carbon chromium nickel alloy steel, such as 13cr4n, is recommended to be used as the hydraulic machinery material in cavitation state, which has better anti erosion performance. The coating method of impeller is commonly used. The coating method of nonmetal coating is epoxy resin, nylon powder, polyurethane, etc. In addition, some effects have been achieved, such as stainless steel electrode surfacing, stainless steel plate inlay welding repair, alloy powder spray welding.
Compared with several methods of non-metallic and alloy (including stainless steel), the way of non-metallic coating is economical, but its operation process should be strictly controlled to prevent the coating from falling off. Alloy powder spray welding has good effect but high cost, and it may not be carried out in some places.
Cavitation of liquid ring vacuum pump is a common failure of vacuum pump, and any vacuum pump will have cavitation. In the daily production, the basic maintenance of the equipment, a clear understanding of the cavitation of the vacuum pump, and a reasonable choice of methods to prevent cavitation, will achieve the purpose of reducing the cavitation of the vacuum pump.
(The article comes from the Internet. If reprinting is not allowed, please contact our company to delete it.)