
Ultimate vacuum of dry screw vacuum pump
Screw vacuum pump
The ultimate vacuum degree is the point on the pumping speed curve where the pumping speed is 0. It should be emphasized that the ultimate vacuum is not the higher the better, or this point is not very important. What is important is the pumping inflection point and the slope below the inflection point. Because dry screw vacuum pumps, and even other forms of vacuum pumps, what is truly needed is the pumping speed within a certain pressure range and the reliability of long-term pump operation. So the point where the pumping speed is zero is not very important.
The following statements about the ultimate vacuum degree are not quite the same as those in general textbooks:
The length and diameter of the pipeline, for some customer applications, connect the vacuum pump suction port and chamber with a long and thin pipeline. The vacuum degree that customers truly need is the performance vacuum degree of the chamber or vacuum gauge. The pipeline reduces the pumping speed and vacuum degree, and the small amount of gas released from the chamber (actual leakage, virtual leakage, process gas) can also lead to poor vacuum degree (long and thin pipelines).
Combined with the ultimate vacuum degree of the Roots pump, the dry screw vacuum pump, as the front stage of the Roots pump, can increase the vacuum degree by an order of magnitude and increase the pumping speed by 5-10 times, as shown in the following legend. If multiple layers of Roots pumps are stacked and the Roots compression ratio is matched, the vacuum degree will be further improved, similar to multi-stage Roots.

(Dry screw vacuum pump as the pump unit of Roots booster pump)
Screw pump speed, rotor profile design, and machining compliance with design: theoretically, the faster the rotor speed, the higher the vacuum degree, but the effect is not significant under molecular flow conditions unless the speed reaches tens of thousands of revolutions per minute, becoming a molecular pump. The design of rotor profiles, such as leakage triangles, should affect the vacuum degree. Processing is always an approximation of design, so the combination of processing errors, leaked triangles, gaps, etc. affects the vacuum degree and pumping speed.
The number of transfer chambers and the strategy for opening and closing: The more transfer chambers there are, the more open or closed the transfer chambers on the suction and exhaust sides should affect the vacuum degree, or at least the slope after the inflection point.
Leakage rate: less than or equal to 10 ^ -8Pa. m ³/s, otherwise non negligible leakage caused by pressure difference, such as sealing problems, casting quality problems, etc., will result in loss of vacuum degree.
Roots pump shaft seal blowing and screw pump suction shaft seal blowing can be turned off for clean processes, but oil vapor may be sucked into the pump chamber.
Surface smoothness, surface treatment, and suction rate of the rotor pump body.
Extreme rotor pump body and clearance between rotors. Poor passability and sensitivity to particulate matter such as dust; Excellent temperature gradient control capability, such as closed-loop water cooling control. Some vacuum pump repair shops use soft materials such as PTFE and molybdenum disulfide sprayed on the rotor to minimize the gap and improve the vacuum degree to a certain extent without affecting the passability. The sticking points of the coating can be self ground through operation.
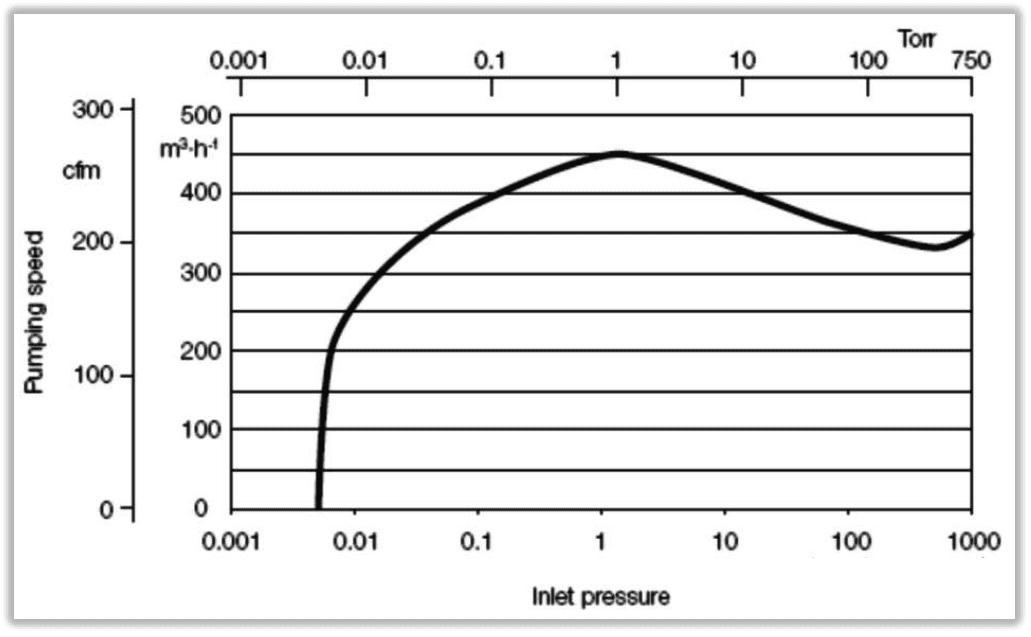
(Extraction speed and ultimate vacuum)