
helium mass spectrometry leak detection in aluminum plate fin heat exchanger production
In the production of plate fin heat exchanger, with the more and more strict requirements of users on the leakage of heat exchanger, the use of helium mass spectrometry leak detection is more and more frequent. This paper introduces the common methods of helium mass spectrometry leak detection in plate fin heat exchanger and the factors that need to be controlled in vacuum pumping.
In the design and manufacturing process of plate fin heat exchanger, it is more and more common to carry out helium mass spectrometry leak detection according to the design drawings or supply contract requirements. It is of great guiding significance to actively explore the helium mass spectrometry leak detection method and control elements for aluminum plate fin heat exchanger. Leakage is absolute, and non leakage is relative. In the use of plate fin heat exchanger, it is necessary not only to know whether there is leakage, but also to know the leakage rate. Helium mass spectrometer leak detection has completed the change from qualitative analysis to quantitative assessment of the leakage rate of plate fin heat exchanger.

Structure and characteristics of aluminum plate fin heat exchanger
Aluminum plate fin heat exchanger is composed of head, nozzle, plate bundle and support. The plate bundle is composed of seal, clapboard, fin and deflector. The baffle plate clamps the fins in the middle, the sealing strip blocks the edge, and the guide fins are distributed in front and back. The medium flows in the channel composed of clapboard, seal, fin and deflector. Such layers of channels are superimposed to the designed height. After the plate fin heat exchanger is assembled, it is sent to the vacuum brazing furnace for brazing at high temperature, so that the contact parts of clapboard, fin, seal and guide vane are fused together to form a whole.
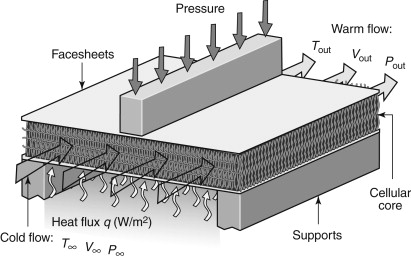
Structural diagram of plate fin heat exchanger
The basic structure of plate fin heat exchanger is staggered layer type and multi stream flow, which is compact, efficient, large heat exchange area and large weld length.
Common leak detection methods for aluminum plate fin heat exchanger
The leakage of plate fin heat exchanger mainly includes external leakage and internal leakage. No matter what kind of leak detection method is used, its purpose is to solve the problem of internal and external leakage.
1. Soap bubble method
Before the strength test of plate fin heat exchanger is completed, dry, clean and oil-free gas with pressure value of 0.1mpa-0.2mpa is generally filled into each medium channel, and a certain concentration of soapy water is brushed on the welding seam of the heat exchanger surface. If there is a leakage point, soap bubbles will be continuously formed or blown away. Find out the external leakage points, and conduct repair welding after pressure relief of all media channels.
2. Leak detection by air tightness test
After the strength test of plate fin heat exchanger is completed, dry, clean and oil-free air or nitrogen are filled into all medium channels to make the channel pressure reach the air tightness test pressure required in the design drawing. The plate is placed in the pool for 30 minutes to judge whether there are bubbles on the surface. If there are bubbles, find out the leakage points and mark them.

Then, according to the principle of first low pressure channel and then high pressure channel, vent the measured channel one by one, and check each channel according to the corresponding leakage detection technology method, and finally determine whether there is internal leakage point and which group of channels have internal leakage defects.
3. U-tube method
After strength test, air tightness test and welding, U-tube method is used to check the leakage of the whole performance.
Seal all the pipe orifices of the inspected channel with a sealing plug, leaving only one orifice connected to the transparent glass U-shaped tube containing a certain amount of water with a rubber tube. At this time, the pressure in the inspected channel is equal to the external atmospheric pressure, and the two liquid levels of the U-tube are flat without height difference. Other medium channels are filled with dry, clean and oil-free air or nitrogen to make the channel pressure reach the air tightness test pressure required in the design drawing. After a certain period of time, observe the changes of the horizontal planes in the two straight pipes of the U-shaped pipe. If the water surface connected to the channel side is lower than that of the atmospheric side (there is a certain height difference between the horizontal planes), it is judged as unqualified, otherwise it is qualified.