
Roots blower gap adjustment method
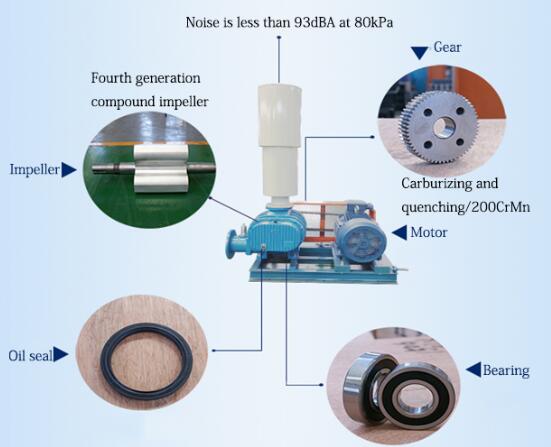
Roots blower is a kind of volumetric power machinery. The two impellers are driven by a pair of synchronous gears to rotate reversely. The air inlet and outlet are separated by the “meshing” of the impeller profile (there is a certain gap between the impellers, and they are not in contact with each other). The inhaled gas is pushed from the suction port to the exhaust port without internal compression, and the transported suction gas is discharged from the exhaust port at the moment when it reaches the exhaust port High pressure gas is pressurized and transported to the system to do work. Due to the periodic suction, exhaust and instantaneous constant volume compression, the velocity and pressure pulsation of the gas flow will be produced, which will cause larger aerodynamic noise.
The adjustment of the casing clearance is ensured by the locating pin hole between the casing and the wallboard, because the locating pin hole must not be damaged when the fan is disassembled. Adjustment of impeller impeller clearance: turn the impeller to the position of clearance diagram, align the driven gear with the driving gear mark, press it into the shaft, install the gear retaining ring, stop gasket and lock nut in turn, and tighten the lock nut slightly. Try to rotate the impeller for one circle. If it can’t rotate, rotate the impeller to make the contact position up. Gently tap the clearance part of impeller with copper rod to make the cone of gear and shaft move relative to each other, so as to achieve the purpose of adjusting impeller clearance. When the clearance between impeller and impeller meets the specified value, lock the gear.
Adjustment method for excessive gap of Roots blower:
(1) Cleaning
1. Remove the inlet and outlet pipelines of Roots blower, remove acid sludge and impurities in Roots blower, and then seal the lower inlet with blind plate.
2. Disassemble the upper part of Roots blower, add 13% Na2CO3 water solution until the rotating impeller does not overflow, and properly turn the impeller of Roots blower to neutralize the acid in the fan. After 10 ~ 20 minutes, remove the lower blind plate to discharge the solution, then clean the Roots fan with clean water.
3. Lift out the impeller in time to remove the dirt and sundries in Roots blower, two impellers and labyrinth seal, and wipe the water stained parts with antirust oil after cleaning roots blower to prevent rust.
4. Lift the two impellers into the fan base and press the bearing boxes at both ends with two gland plates.
(2) Measurement
Adjust the two impellers to one side of the coupling at the same time with the adjusting screw to make the clearance between the two impeller end faces and the coupling side reach normal (about 0.4 ~ 0.5mm). Turn the two impellers and check whether the four groups of labyrinth seal components are in normal position. If not, write down the size for proper processing or treatment when removing.
Measure the gap between the protruding parts of the two impellers and the arc surface of Roots blower base, measure the gap between the convex position of two impellers and the other impeller, and measure the clearance between the end faces of two impellers and the internal facades on both sides of the base. Mark and record the above measuring positions.
Roots blower pressed the cover plate, measured the gap between the convex position of the two impellers and the inner arc surface of the cover plate, and measured the gap between the two sides of the cover plate and the two sides of the two impellers, and also marked and recorded respectively.

(3) Repair
1. Insert convex strip
(1) According to the size, 12 convex bars were processed. The material is determined according to the contact medium when roots blower is used. In case of contact with acid, it is recommended to use acid resistant material with certain strength, such as stainless steel. The following processing materials are the same.
(2) Milling and drilling dovetail groove at 4 convex positions of two impellers according to size.
(3) Process 36 bolts and 36 matching nuts according to the size.
(4) Insert 3 convex bars into 4 dovetail grooves of impeller respectively, and fasten them with bolts processed according to (3). If parts are too tight during installation, portable grinding wheel can be used for grinding.
2. Insert end face
(1) According to the size, drill 12 bolt holes in the direction of the two impellers close to the gear.
(2) According to the dimension, the end face inserts of two impellers close to the gear direction are machined, a total of 4 pieces are processed (it is recommended that the inserts be inserted into the impeller and then drilled).
(3) Three kinds of fastening insert bolts are processed according to the size, 8 for each type, and 24 matching nuts are purchased or processed (nuts are processed according to common standards).
(4) Install the insert strip into the end face of the two impellers close to the gear direction and fasten with the processed bolts.