
Successful Delivery of a Direct Replacement for Liquid Ring Vacuum Pump at a Fortune 500 North American Iron Ore Mine
Successful Delivery of a Direct Replacement for a 2BE1703 Liquid Ring Vacuum Pump at a Fortune 500 North American Iron Ore Mine
We are pleased to announce the successful delivery of an EVP 2BE1-703 liquid ring vacuum pump as a direct replacement for a NASH unit at a large-scale iron ore beneficiation plant. The project involved a drop-in replacement of a NASH brand 2BE1 series liquid ring vacuum pump, specifically model 2BE1703 (Part Number 2BE17030BY3). Following order approval on early of Dec.2025, the equipment was fully manufactured and ready for shipment by end of March — an exceptional turnaround of just 12weeks expect China Spring holiday.

Process Background and Sizing Rationale
The end user is a leading iron ore mining and processing enterprise in Latin America, with an annual production capacity exceeding 4 million metric tons of iron ore concentrate and pellets, accounting for approximately 30% of the domestic steel industry’s iron ore demand. The beneficiation plant employs a wet magnetic separation process followed by vacuum filtration for dewatering. The liquid ring vacuum pump serves as the primary power source for the vacuum filtration system, directly influencing dewatering efficiency and the final moisture content of the iron concentrate.
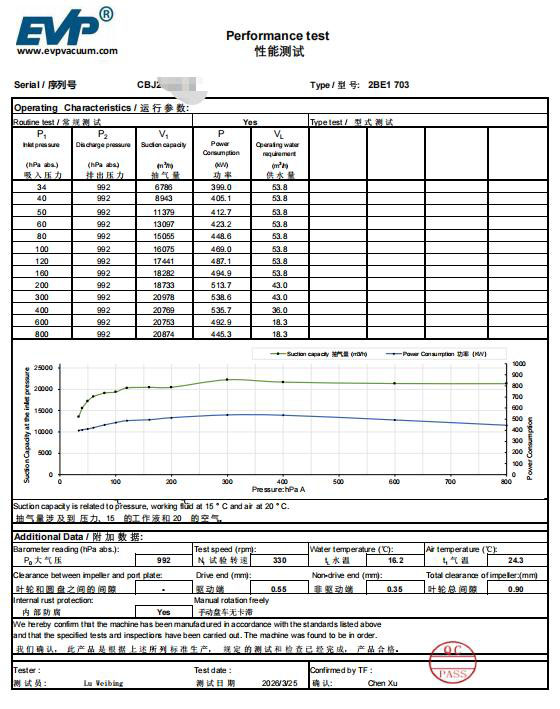
The EVP 2BE1-703 liquid ring vacuum pump, based on the proven 2BE1 series platform, delivers a gas handling capacity ranging from 14,460 to 22,800 m³/h and an ultimate vacuum of 33 mbar (absolute) . This performance window is ideally matched to the requirements of iron ore vacuum disc or drum filters. These filters operate under coarse vacuum conditions, where the vacuum pump evacuates air from the filtrate side, creating a pressure differential that draws moisture through the filter media. Typical operating vacuums for concentrate dewatering fall within the 10–30 kPa absolute range. The 2BE1-703’s ultimate capability of 3.3 kPa (abs) not only covers this requirement but also provides a significant performance margin for consistent operation, the real performance test report as follow:
Application in Focus: Iron Ore Concentrate Vacuum Filtration
In modern iron ore processing, run-of-mine ore undergoes crushing, grinding, and wet magnetic separation to produce a high-grade iron concentrate slurry. Before this concentrate can be pelletized or shipped, its moisture content must be reduced from approximately 40–60% down to 8–10%. This critical dewatering step is typically performed by large rotary vacuum disc or drum filters, which rely on a continuous and stable vacuum source.
The vacuum pump creates a pressure differential across the filter fabric by evacuating air and entrained water vapor from the filtrate side. As the filter drum or disc rotates through the slurry trough, the vacuum draws liquid through the medium while a solid filter cake forms on the surface. The performance of the vacuum pump directly determines the throughput, final cake moisture, and overall energy efficiency of the filtration circuit.
EVP liquid ring vacuum pump is specifically designed for this continuous, heavy-duty service. Using an eccentrically mounted impeller rotating within a water ring, the pump delivers near-isothermal compression — a distinct advantage when handling the saturated air streams typical of filtration. This principle eliminates internal metal-to-metal contact, making the pump exceptionally tolerant of water vapor and fine particulate carryover, and ensuring high reliability with minimal maintenance.
In a large-scale concentrator processing several million tonnes of ore per year, multiple large vacuum pumps often operate in parallel to serve the filter banks. Any unscheduled downtime of a single unit can create a bottleneck that ripples through the entire production chain. Recognizing this, our customer required not only a pump that could meet exacting performance specifications, but also one that could be delivered under a tight schedule to minimize production risk.
The EVP 2BE1 series is widely recognized in the mining industry for applications including concentrate dewatering, tailings filtration, and coal mine methane extraction. Its isothermal compression characteristics offer inherent advantages when handling water vapor-laden or dust-containing gases, making it a highly reliable and easily maintained workhorse for vacuum filtration circuits.
Equipment Configuration and Materials of Construction
To withstand the demanding conditions typical of mineral processing plants — including abrasive slurries and recirculated seal water — the replacement pump incorporates carefully selected materials for critical components:
Impeller: Spheroidal Graphite Cast Iron, ASTM A-536 Grade 60-40-18, providing an optimal balance of strength and toughness.
Shaft: Carbon Steel, ASTM A-572 Grade 50, a high-strength low-alloy structural steel.
Shaft Sleeves: Centrifugally Cast Stainless Steel, ASTM A-532 Type III A (25% Cr), offering exceptional resistance to abrasion and corrosion.
Port Plates: Carbon Steel, ASTM A-283 Grade C.
Casing: Carbon Steel, ASTM A-283 Grade C.
End Shields: Gray Cast Iron, ASTM A-48 Class 30B.
Packing Rings: Ramie fiber impregnated with PTFE, ensuring durability and self-lubrication.
Seal Water Distribution Ring: Fiber-Reinforced Plastic (FRP) manifold, corrosion-resistant.
Auxiliaries: Liquid separator (Carbon Steel ASTM A-283 Grade C)
The combination of a 25% Cr high-chrome stainless steel shaft sleeve and a ductile iron impeller specifically addresses the erosive wear from suspended particulate matter commonly found in plant circulating water systems, thereby extending the mean time between major overhauls.
Project Execution and Delivery
Manufacturing commenced immediately upon drawing approval on early of February. Leveraging mature production processes and rigorous project management, the entire pump package was completed and passed factory performance testing on early of April, requiring a total production cycle of just 53 days. The unit was built to strict like-for-like replacement standards, ensuring seamless integration with the existing piping and foundation on site without any modifications. Complete certified dimensional drawings, test reports, and shipping documentation accompanied the consignment, which was dispatched in early April.
This rapid project execution from drawing lock-down to finished equipment reinforces our technical capability and responsive service in the mining vacuum system replacement sector. With deep product knowledge of the full 2BE1 range and a robust global supply chain, we provide a one-stop service covering technical consultation, complete pump replacement, and genuine spare parts for mines, steel mills, and chemical processing facilities worldwide.
Searching for a reliable large liquid ring vacuum pump for your mining dewatering application? With a proven track record of supplying mission-critical equipment to world-leading mining operators, we deliver the performance, materials expertise, and rapid project timelines that modern concentrators demand. Contact EVP team to discuss your specific requirements and discover how we can support your operation.