
Vacuum pump in Solvent Recovery
In the pharmaceutical industry, chemical industry and other industries, organic solvents must participate in the chemical process of obtaining products through extraction, crystallization and vacuum drying processes, especially the above processes of heat-sensitive materials. Therefore, solvent recovery is an indispensable and important technical link in the technical process, as well as an important subject of energy conservation, emission reduction, full utilization of resources, and reduction of environmental pollution..But in reality, the low solvent recovery rate in the drying process is plagued by many manufacturers. The serious consumption of solvents in traditional craftsmanship has also become a common phenomenon known in the industry, which is far from the current national policy of low carbon, energy saving, and emission reduction.

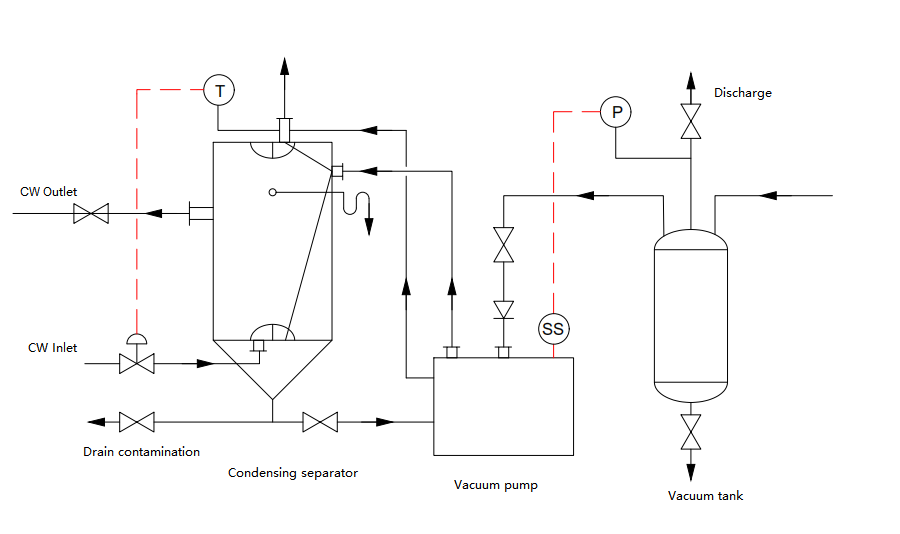
The organic solvent recovery vacuum system is a complete system with one or two water ring vacuum pumps as the vacuum acquisition equipment, and the condensation separator as the separation storage equipment. The working fluid of the vacuum pump adopts other liquids, such as oil, toluene, acetic acid and alcohol, instead of the water working fluid of the traditional water ring vacuum pump, and then connected with the condensate separator to form a liquid ring vacuum pumping station system. The system can be widely used in negative pressure scenarios in papermaking, chemical, petrochemical, light industry, pharmaceuticals, food, metallurgy, building materials, electrical appliances, coal mines, minerals, fertilizers and other industries.
Valuable components of the mixture evacuated from your process can be reclaimed in the vacuum system through solvent recovery vacuum systems. The experiment proves that the large set of equipment can fully meet the ability of pumping gas under various complicated working conditions and excellent product performance, at the same time fully ensure the use of customer demand. As a supplement to the standard pump/motor single set of equipment, the company provides a complete set of liquid ring pump package, such as 2BE series, 2BV series, 2SY series.

Or the screw dry vacuum pump needs to be calculated and selected according to the production load.
Dry screw pump is one of the core equipment to improve solvent recovery rate. According to the production load, calculate and select the model of screw dry vacuum pump to replace the original water ring vacuum pump. In the selection process, fully estimate the mass ratio of the quantity of condensation recovery of the condensation recovery process in front of the solvent gas pump to the production load. Generally, the design is based on 45-60% of the production load. The vacuum of the dry pump should be higher than that of the original water ring pump.

The two-screw non-physical meshing (non-contact type) of the dry screw pump, the space they occupy is connected to the inlet and outlet of the dry screw pump, and is structurally independent. It is isolated from the transmission and lubrication system at both ends of the screw. Therefore, the dry screw pump provides a clean and dry fixed space. This space provides a clean recycling environment and new opportunities for the recovery of the uncondensed solvent mixed air flow before the vacuum pump. Only dry screw pumps can achieve the post-pump condensation and recovery process of solvent gas, which is the core process and equipment for improving the recovery rate of organic solvents.
The two types of vacuum system solvent recovery technology and equipment are not only suitable for solvent recovery in the vacuum drying process, but also can be successfully extended to vacuum distillation, vacuum evaporation or vacuum filtration and many other related processes.
Copyright: EVP Vacuum Pump


