Liquid ring vacuum pump in vacuum casting extraction system application
Introduction:
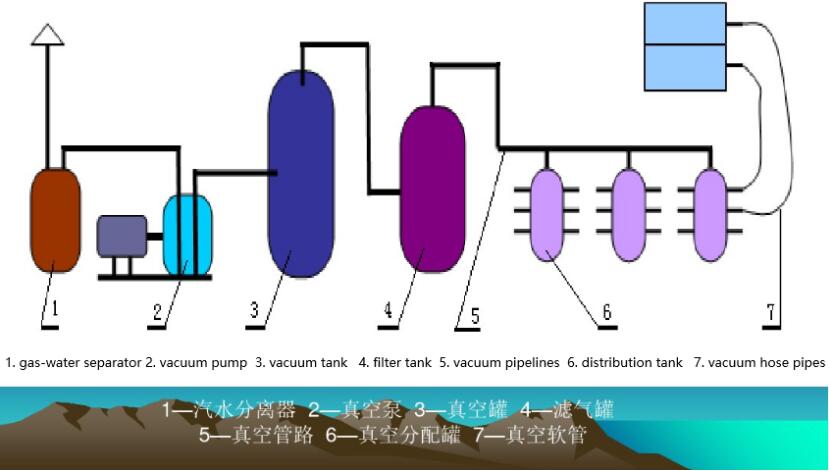
The vacuum pumping system is a vacuum unit composed of a vacuum pump, a surge tank, a dust removal tank and a valve link pipeline. The vacuum degree of the vacuum pump and the selection of the pumping volume are the key to the success or failure of the V method. Generally, the highest vacuum in production is about -66500Pa (-500mmHg). The surge tank is a sealed container whose function is mainly to stabilize the pressure of the vacuum system, buffer the influence of the system pressure on the shape, and also play a role in filtering dust. Dust removal tank; long-term reuse of the sandbox and molten iron can easily damage the sandbox filter. The sand is sucked into the vacuum pump to cause wear. It is best to add a dust remover when entering the vacuum pump. Link the dust removal tank and finally enter the vacuum pump. To ensure the service life of the vacuum pump.
When selecting a vacuum pumping system, first determine the capacity of the vacuum pump, mainly considering the following factors:
1. The size and quantity of sand boxes that need to work under vacuum at the same time;
2. The number of molds poured at the same time;
3. The size and shape of pouring;
4. The air permeability of the mold surface close to the film controls the amount of air entering the mold through the cracks in the plastic film. Therefore, the mold coating helps to provide an “auxiliary sealing layer” during pouring.
Vacuum Process Moulding layout
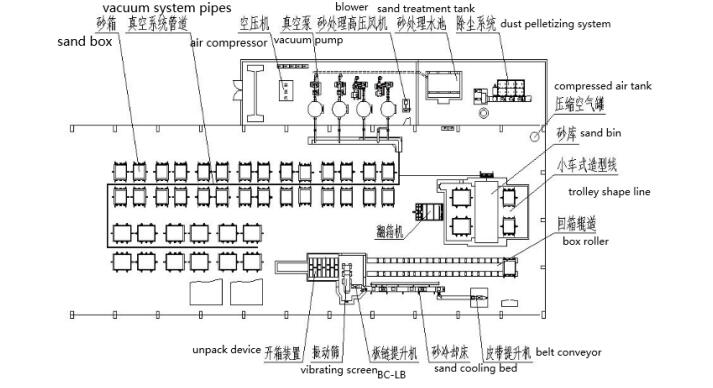
Diagram of vacuum pumping system
V method casting and lost foam casting process:
V method casting and lost foam casting are also known as negative pressure casting, named after the initial “V” of the word “Vacuum” in English. It is different from traditional sand casting without adhesives. V method casting uses plastic film to seal the sand box and draws out the air in the mold by a vacuum exhaust system. There is a pressure difference between the inside and outside of the mold to make the dry sand compact and form a desired shape. In the cavity, the casting is solidified by lowering the core, mixing the box, and pouring to make the casting solidify, and the negative pressure is released, and the casting sand is collapsed to obtain the casting.
Compared with traditional sand casting, V method casting and lost foam casting have the following advantages: First, they use negative pressure casting castings to have fewer sand holes, high product density, smooth surface, clear outline, and accurate size. The second is energy-saving, efficient and clean production. The use of V method and lost foam technology can make dry sand repeatedly used without drying, reducing coal and electricity consumption, more effective labor saving and greatly reducing labor intensity, less harmful gases in the casting process, and truly environmentally friendly production.
Process characteristics and casting quality of V process moulding
1. Process characteristics
(1) Molding sand, generally dry quartz sand, no bonding agent, no mixing and grinding, so there is no need for wet casting sand, mixing, magnetic separation, loose sand and other equipment.
(2) The sand compactness and surface hardness of the mold are higher than the multi-contact high-pressure molding under the proper vacuum degree. Therefore, high dimensional accuracy of castings can be ensured.
(3) The cavity is formed by plastic film, so the molten iron has good fluidity, can ensure the shape of the thin wall of the casting, and the surface quality of the casting is high.
(4) Wood molds, metal molds or synthetic resin molds are allowed. Pay attention to the hollow structure and strength of the model, dry the wood, and open enough small air holes according to the shape of the model to ensure film formation. For vertical surfaces with a small height, there is no need to consider the inclination of the film.
(5) The pouring system can generally adopt an open type, with slag blocking and open slag measures. Because the plastic film is a thermoplastic, it is not suitable to be baked by high-temperature molten iron for a long time, so the pouring speed should be faster and no cut-off is allowed.
(6) The molten iron cools in the mold, the first moment is faster, and later it depends on the heat transfer of the casting itself, and the cooling is slower. Therefore, the hardness of the iron casting is slightly lower, the tensile strength is improved, the white mouth tendency is small, but thin-walled castings The cooling rate is higher than that of wet casting.
(7) There are no special requirements for the sand core, but a good refractory coating is required. The smaller the number of sand cores, the better. Due to the good molding performance of the plastic film, the holes and grooves on some castings can be directly absorbed and molded without cores.
(8) The degree of vacuum can be divided into high and low. It is necessary to ensure a sufficiently high degree of vacuum during modeling and pouring. Low vacuum can be used after pouring and before opening the box.
(9) V method casting vacuum pump is noisy, modeling, unpacking, sand treatment and other processes have dust, and environmental protection measures should be taken.
(10) The unpacking, sand treatment and casting cleaning procedures are all simplified compared with wet casting, and the equipment investment is also less.

2. Product quality of V method casting
(1) The casting surface is smooth, flat, clear in outline, and filled with acute angles and bosses. When used to cast handicrafts, the lines and details are clear, clear, and consistent with the prototype.
Surface roughness (GB6060.1—85)
Steel castings and heavy cast irons Ra25-50μm
Small and medium cast iron parts, non-ferrous metal castings Ra6.3-25μm
(2) The casting size is accurate, which is conducive to less cutting processing, and the weight accuracy of the casting is also high.
Dimensional tolerance of castings (GB6414—86)
V method casting CT 7-9
Handmade sand CT 11-13
Casting weight tolerance (GB/T 11351—89) MT 7—9
(3) Castings basically eliminate the common defects of common sand castings, such as pores, sand holes, sand sticking, and fleshy caused by cavity surface problems.
(4) At present, my country has been able to use the V method to cast thin-walled parts (such as bathtub δ=5-6mm), thick and large parts (such as counterweight, die δ=300-400mm, and weigh tens of kilograms to tens of tons. ). Slender parts (such as forks, about 5-6m long) and special-shaped parts (such as pump casings, impellers, etc.), but not suitable for castings with complex inner cavity shapes, too many cores and too light weight.
Edited by: Catherine Qin; Copyright: EVP Vacuum Pump
Related products: liquid ring vacuum pump, closed liquid ring vacuum system