
rotary vane vacuum pump in vacuum filling process
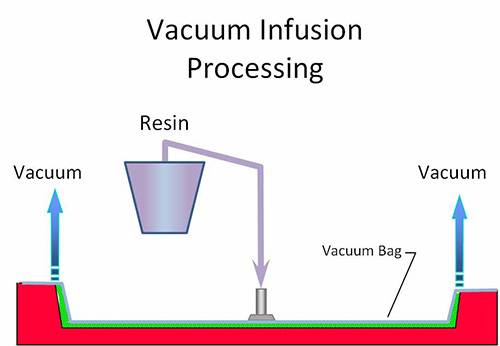
Vacuum filling process is one of the applications of rotary vane vacuum pump in resin industry. The vacuum infusion process means that the resin is infused by vacuum force. The material is placed flat on the mold and the resin is introduced after vacuumizing. In order to achieve a complete vacuum, the resin penetrates into the laminate layer by layer through the pipe. The process needs to be classified according to different manufacturers and materials. In the traditional hand lay up process, placing the reinforcing layer on the mold and vacuumizing the excess resin can greatly improve the same method of wetting and compacting with brush and roller, and the vacuum bag can be greatly improved. improvement. The main result of the permeability of the resin to the glass fiber is a stronger and lighter product.
Compared with the traditional vacuum bag process, the advantages of vacuum infusion technology are improved. The main advantages are as follows:
1. The ratio of resin fiber is higher
2. Reduce the waste of resin
3. Consistency of resin use
4. Reduce preparation time
5. Cleaning
The fiber resin ratio of vacuum filling process is better than that of vacuum bag method. EVP vacuum pump manufacturer will explain the reason in detail next.
The traditional hand lay up process consists of 100% fiber and resin. Single resin is very brittle, so too many resins are actually more vulnerable. Vacuum bags can reduce this problem, but they can’t solve other problems. Vacuum bag method is a great improvement on hand paste, but it is still related to hand paste. Therefore, the rolling is always saturated. Vacuum pressure will suck out excess resin, but most removal depends on other factors, such as reinforcement, resin, time, etc.
The different way of vacuum filling is that the fiber is still dry when the rotary vane vacuum pump is used to pump into the vacuum. The introduction of the resin through the force of the rotary vane vacuum pump is better than sucking in the excess resin from the beginning. No resin was introduced at the beginning of vacuum infusion. In fact, the excess resin is exported through the vacuum tube, resulting in the introduction of a minimum amount of resin, which reduces weight, increases strength, and minimizes resin and fiber savings. The parts can be shaped to a very flat level by vacuum filling.
The amount of resin can be obtained by vacuum injection molding. When the amount of standard hand paste resin varies according to the operation, the amount of resin injected into vacuum is the same. Even when making large products, the amount of resin is highly reproducible. The result is a reduction in resin waste and, more importantly, a reduction in waste money.
Another important factor in vacuum infusion time needs to be noted. A common problem is the time of vacuum infusion. Many resins have a shelf life of about 30 minutes. Although some resins, such as epoxy resins, have a shelf life of 2 hours, even this time limit (shelf life) is a key factor in vacuum infusion. Large projects can easily reach the two-hour time limit. When a vacuum leak occurs, even small and simple surface objects are not easy to find. When the vacuum bag is installed, the resin can flow between the components.
There is no time limit for vacuum filling because the pressurized layer is still dry during vacuumizing until all resins are completed. After the vacuum bag is installed, the leakage will be quickly identified and if not suitable, it can be refilled and readjusted. Time does not stop until it is not filled with resin. It’s not until then that you can make another change.
Finally, vacuum filling is a very clean process. Rotary vane vacuum pumps are used in the resin industry without brush or tweezers or spray or spray. There is no need to open the mold and the saturated laminate will not fall by hand. In addition, this will reduce the smell of the resin. Because the smell of the resin is transferred from the container where the resin is stored. Vacuum perfusion is a clean, safe and good environmental process.
