
Vacuum pump in Steel degassing
Throughout the early part of the 1900s, the steel making industry was plagued by poor quality steel This was due to the fact that during the production process, hydrogen and nitrogen gases were present in the molten steel. During cooling and subsequent solidification, the dissolved hydrogen caused pinholes and porosity in the final product since hydrogen has low solubility in steel at ambient temperature. The result was the release of hydrogen during solidification. Even the presence of a few parts per million of hydrogen gas causes defects and loss of yield strength.

Vacuum degassing is a key link in the production of high-quality steel alloy products, and it is also the only way to manufacture special grades of steel required by the automotive, aviation and railway industries. In the production process, excessive hydrogen and carbon elements may be mixed in molten steel. In the past, it was necessary to wait for the metal to cool slowly when removing hydrogen, which extended the manufacturing time. The current method is to use a vacuum pump to remove hydrogen to avoid defects that may affect the integrity or performance of the steel.
Using a vacuum pump for degassing and carbon removal can not only reduce defects, but also has other advantages: low carbon steel has better ductility and is easier to form by stamping and forming machines
In order to select the best pump for vacuum gassing, several variables must be considered.
1.The time available to draw the vacuum on the chamber, based on the production rate and other factors. A higher production rate requires a faster draw down and higher capacity pump.
2.The volume of dissolved gases to be removed from the steel. A higher degassing rate will require a more powerful pump system to maintain vacuum while pumping the liberated gases.
3.Argon flow, in the case of ladle degassing. The vacuum pump has to remove not only the liberated gases but also the argon being used to stir the molten steel.
4.The vacuum level required to provide satisfactory out gassing. This is affected by the steel chemistry and the gases being removed.
5.The leakage rate of air into the vacuum chamber. Any air leaking into the system needs to be removed by the pump.
6.The price of steam and electricity.
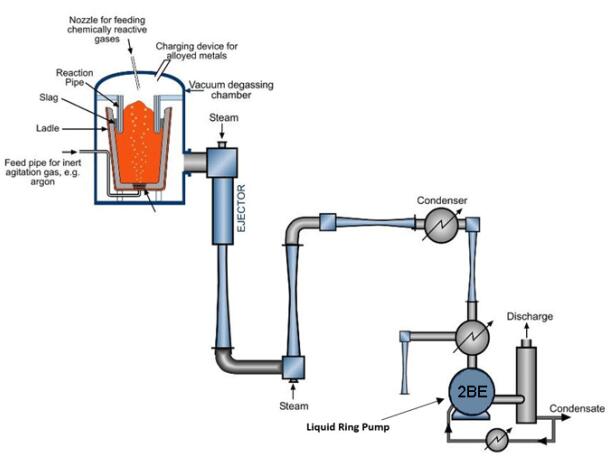
There are three types of pump systems used in vacuum degassing: (a) steam ejectors with necessary condensation stages; (b) steam ejectors in combination with water ring pumps; and (c) dry screw pumps, which don’t require a steam ejector.
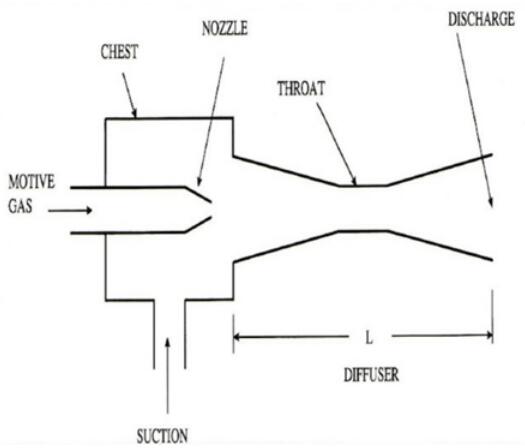
Steam jet ejectors use the venturi principle to create a vacuum by forcing steam through a nozzle. The nozzle provides controlled expansion of the steam, which effectively converts pressure into velocity, producing a vacuum. This draws in and entrains any gases present which enter at the bottom . The steam is mixed with the pumped gases and passes out of the ejector.
Steam ejectors are commonly used in multiple stages for vacuum degassing by piping them in series, sometimes with condensing sections between them. While a single stage ejector can provide a 40 mbar vacuum, multiple stage ejectors can attain an ultimate pressure of 4 x 10-3 mbar. Steam ejectors have the advantage of no moving parts and correspondingly, high reliability and low maintenance. A major criterion when considering steam ejectors is the availability and cost of steam.

EVP 2BE series vacuum pumps are single-stage Liquid ring vacuum pumps with the widest suction range. Relying on our 23 years of rich experience in the production of water ring pumps and large R&D capabilities, through continuous structural transformation, the 2BE1 series of vacuum pumps produced by EVP have more stable performance and more reliable operation. At present, the EVP 2BE series of vacuum pumps have been widely used for pumping The lines of vacuum suction are in the vacuum refining process of steel plants.
Screw vacuum pump inhale gas through Rotor A and Rotor B ,which make suction section enlarge.After air is inhaled in pump casing, with pump continues to run,sealed space will move from inlet end to outlet end under rotating of rotor A and rotor B.Pressure rises steadily and there is no intermediate exhaust phenomenon.When sealed space is connected to exhaust port, the gas in the exhaust passage is recoiled into the pump chamber, causing the gas pressure in the pump chamber rise, the temperature rise and airflow noise.With the pump continues to run,volume of sealed space begins to become smaller and the gas in the pump chamber is continuously discharged.There is free-oil lubrication for pump casing for this series screw vacuum pump . So it can get clean vacuum. Anti-corrosion should be done when screw vacuum pump suck corrosive gases.The dry screw vacuum pump is completely oil-free, so it can operate in such harsh environments. it can shorten the production time of steel, and improve the quality of steel. It is an ideal vacuum pump choice for Steel degassing.

Edited by: Annie Hou; Copyright: EVP Vacuum Pump
Related products: 2BE series vacuum pumps/Dry Screw Pumps


