
vacuum pump selection and calculation
Before the selection of vacuum pump, we must make clear several basic concepts:
Vacuum: in theory, it means that there is no substance in the volume. (there is no real vacuum in reality) it is usually called vacuum state when the pressure in the container is lower than the normal atmospheric pressure (101325 PA).
Vacuum degree: refers to the thinness degree of gas in vacuum state, usually expressed by pressure value. In practical application, there are two kinds of vacuum degree: absolute vacuum and relative vacuum. The value read from the vacuum gauge is called vacuum degree. The value of vacuum degree indicates that the actual value of the system pressure is lower than the atmospheric pressure. The value expressed from the table is also called the table pressure, which is also called the limit relative pressure in the industry, that is: vacuum degree = atmospheric pressure absolute pressure (generally 101325pa, the limit absolute pressure of water ring vacuum pump is 3300pa; the limit absolute pressure of rotary vane vacuum pump is about 10Pa)
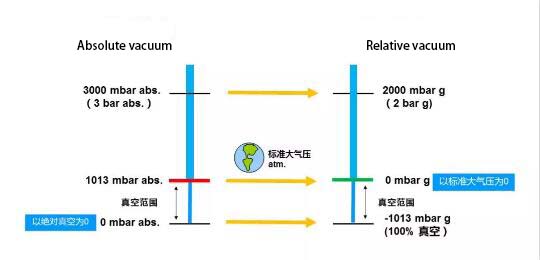
Limit relative pressure: the relative pressure is how much lower the measured internal pressure is than “atmospheric pressure”. It shows that the actual value of system pressure is lower than that of atmospheric pressure. Because the air inside the container is pumped, the pressure inside is always lower than the pressure outside the container. Therefore, when expressed in terms of relative pressure or gauge pressure, the value must be preceded by a minus sign, indicating that the internal pressure of the container is lower than the external pressure.
Ultimate absolute pressure: the absolute pressure is how much higher the measured internal pressure is than the theoretical vacuum (the theoretical vacuum pressure value is 0Pa). The object of comparison is the absolute vacuum pressure value of theoretical state. Due to the limitation of technology, we can not pump the internal pressure to the absolute vacuum 0Pa, so the vacuum value of vacuum pump is higher than the theoretical vacuum value. So when we use absolute vacuum, there is no minus sign in front of the value.
Pumping capacity: pumping capacity is a measure of the pumping speed of a vacuum pump. General units are expressed in L / s and m3 / h. It is a parameter to make up the air leakage rate. It’s not hard to understand why it’s easy for a vacuum pump with large air volume to pump the vacuum degree we need, while a vacuum pump with small air volume is very slow or even unable to pump the vacuum degree we want. Because it’s impossible for the pipeline or container to never leak (public number: pump manager), and the large air volume makes up for the vacuum degree caused by the leakage Drop factor, so the amount of air is easy to pump to the ideal vacuum value. It is suggested that, in the case of calculating the theoretical pumping capacity, we try to choose a vacuum pump with a higher pumping capacity.
Enter the selection of vacuum pump below.
1.Vacuum degree required by the process
The working pressure of vacuum pump shall meet the requirements of process working pressure. The vacuum degree of vacuum pump selection shall be higher than half to one order of magnitude of vacuum degree of vacuum equipment. (for example, the vacuum degree of 100 Pa (absolute pressure) is required for the vacuum process, and the vacuum degree of the selected vacuum pump shall be at least 50 pa-10 PA). Generally, if the absolute pressure is required to be higher than 3300pa, the water ring vacuum pump is preferred as the vacuum device. If the absolute pressure is required to be lower than 3300pa, the water ring vacuum pump cannot be selected, and the rotary vane vacuum pump or the vacuum pump of higher vacuum level can be selected as the vacuum obtaining device.
2.Air extraction rate required by the process
The vacuum pump requires the air extraction rate (that is, the ability of the vacuum pump to discharge gas, liquid and solid under its working pressure), generally in m3 / h, L / s and m3 / min. The specific calculation method can refer to the following formula for self calculation and selection. Of course, the selection of vacuum pump is a comprehensive process, involving relevant experience and other factors.
S=(V/t)×ln(P1/P2)
Where: s is the pumping rate of vacuum pump (L / s)
V is the volume of vacuum chamber (L)
T time required to reach the required vacuum (s)
P1 is the initial pressure (PA)
P2 is the required pressure (PA)
3.Determine the composition of the object to be extracted
First, whether the object to be pumped is a gas, a liquid or a particle. If the gas to be pumped contains impurities such as water vapor or a small amount of particles and dust, the rotary vane vacuum pump should be carefully selected. If the vacuum degree is required to be high, a filter device should be added to filter before using the rotary vane vacuum pump as a vacuum obtaining equipment.
Second, it is necessary to know whether the object to be pumped has corrosion (acid or alkaline, what is the pH value?). If the gas contains acid-base corrosion or organic corrosion and other factors, it should be filtered or neutralized to select the rotary vane vacuum pump.
Third, is the object to be pumped contaminated with rubber or oil? For different media to be pumped, corresponding vacuum equipment should be selected. If there is a large amount of steam, particles and corrosive gas in the gas, it should be considered to install corresponding auxiliary equipment, such as condenser, filter, etc. on the air inlet pipeline of the pump (contact our corresponding technical engineers specifically).
Fourth, whether the noise, vibration and beauty of the vacuum pump affect the factory.
Fifth, when purchasing vacuum pumps and vacuum equipment, priority should also be given to the quality of the equipment, transportation, maintenance and repair costs, etc.

Pumping speed of vacuum pump and configuration of vacuum unit
Different vacuum systems require different vacuum degrees. Therefore, it is often necessary to complete by a set of vacuum units, that is, the vacuum pumps working in different pressure ranges are connected in series. The vacuum pump on the high vacuum side can reach the vacuum degree required by the system, while the vacuum pump on the low vacuum side is directly discharged to the atmosphere. Obviously, the simplest vacuum unit is a vacuum pump that directly discharges the atmosphere. However, the high vacuum system generally needs three-stage units, and the medium vacuum system generally needs two-stage units.
It is difficult for a high vacuum pump and a low vacuum pump to form an effective high vacuum unit. There are several reasons for this. Flow continuity is one of them. The high vacuum pump has the limitation of pressure resistance of the front stage, that is, if the front stage is higher than a certain pressure, the vacuum pump can not work normally. When the current stage vacuum pump reaches this critical pressure, the pumping speed will often decrease, so that the exhaust flow of the former stage pump may be less than the exhaust flow of the main pump, and the inconsistent flow will destroy the requirements of flow continuity, which will inevitably cause the vacuum unit not to work normally. However, if another middle vacuum pump is connected between the high and low vacuum pumps, it can play a connecting role, with continuous flow, and each vacuum pump can work in the best condition. Vacuum pump can work in the middle vacuum range, which is the most suitable, so it is also called roots booster pump. Because its compression ratio is not high, it can connect several PA to several hundred PA. When the three-stage high vacuum unit enters into a higher vacuum degree, because the exhaust flow of the main vacuum pump is significantly reduced, at this time, only a small front stage vacuum pump can maintain the continuity of pumping, which is often used in practical application, so as to reduce the energy consumption of the unit.
Another reason why high vacuum units often need three-stage units is due to the limitation of suction pressure of high vacuum pump. All vacuum pumps have initial working pressure, and the traditional high vacuum pumps are in the range of several PA. Therefore, the primary vacuum pump must be pre pumped to this pressure before it can start to work. However, it usually takes a long time for the former vacuum pump to pump to this pressure, because the pumping speed of the vacuum pump is decreasing with the pressure decreasing, especially for the vacuum unit with periodic pumping, there is a requirement for the time to reach the working vacuum degree. The longer the pre pumping time is, the longer the time to enter the working vacuum degree is. Therefore, an additional middle vacuum pump is equipped with the former low vacuum pump Close, it can reach the working pressure of the main vacuum pump in a short time, so that the system can enter the working pressure as soon as possible, ensuring the use efficiency of the equipment.
Both roots vacuum pump and oil booster vacuum pump can be used as medium vacuum pump. Molecular booster pump has a very high compression ratio, which not only enables it to obtain clean vacuum, but also has excellent high vacuum performance, at the same time, it also has super pumping capacity in medium vacuum range. This makes the molecular booster pump become the only vacuum pump with medium and high vacuum performance at present, so it only needs to cooperate with the low vacuum pump to form a high vacuum unit with performance comparable to the three-stage unit. Specifically, because of the high pressure resistance of the molecular booster pump, it can make the front pump easy to be in the state of high flow; and the high suction pressure of the molecular booster pump can slow down the pre pumping load of the front pump. The molecular booster pump can work at 100-50pa, and the pressure of the front pump from the atmosphere to this pressure basically follows the law of reducing the pressure by an order of magnitude every time. Therefore, the unit can have a high air extraction efficiency. Simplifying high vacuum unit and eliminating roots vacuum pump is another advantage of molecular booster pump. For large-scale high vacuum application equipment, the pre pumping capacity of the front stage vacuum pump can also be properly strengthened to further shorten the pumping time. Because the pre pumping time is very short compared with the whole exhaust process, the use time of the front stage vacuum pump is also very short, so it can also be used as the pre pumping function of multiple sets of equipment, which is often very realistic. This greatly simplifies the large-scale application of vacuum units.
In some medium vacuum applications, it is necessary to enter the range of 10-1pa, which is often difficult to realize the second stage unit of Roots vacuum pump. However, the third stage unit connected in series with the second stage roots vacuum pump can increase the vacuum degree by one order of magnitude and enter the range of 10-1pa. Therefore, the third stage unit is also commonly used in medium vacuum applications. Since the molecular booster pump can pump at full speed at 10-1pa, it can also replace the two-stage roots pump in the three-stage medium vacuum unit. Generally speaking, molecular booster pump can completely replace roots vacuum pump which works in low pressure range of middle vacuum for a long time. The roots vacuum pump working in the high-end pressure range of medium vacuum for a long time should be relatively less, because the front stage vacuum pump in this pressure range often has a strong pumping speed.