
Water Ring Vacuum Pump Analysis
Water ring vacuum pump (hereinafter referred to as water-ring pump) is a kind of coarse vacuum pump. The maximum vacuum it can obtain is 2000-4000Pa, and the air ejector in series can reach 270-670Pa. Water ring pump can also be used as a compressor, known as water ring compressor, is a low-pressure compressor, its pressure range is 1-2*105Pa gauge pressure.
Water ring pumps were initially used as self-suction pumps, and then gradually used in petroleum, chemical industry, machinery, mining, light industry, medicine and food and many other industrial sectors. In many industrial processes, such as vacuum filtration, vacuum water diversion, vacuum feeding, vacuum evaporation, vacuum concentration, vacuum moisture regain and vacuum degassing, water ring pumps are widely used. Due to the rapid development of vacuum application technology, the water ring pump has been paid attention to in obtaining rough vacuum. Because the gas compression in the water ring pump is isothermal, it can extract flammable and explosive gases, in addition, it can extract dust and water-bearing gases. Therefore, the application of the water ring pump is increasing.
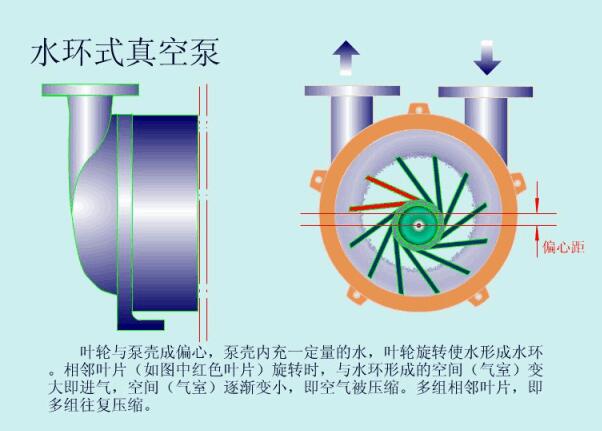
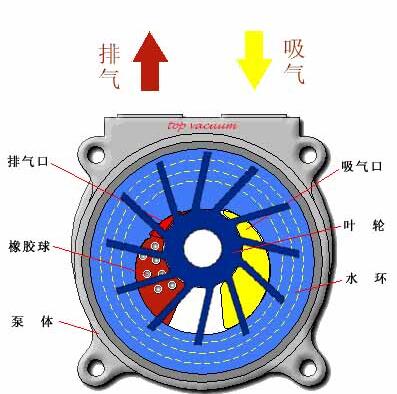
Fig. 1: The pump body is equipped with appropriate amount of water as working fluid. When the impeller rotates clockwise in the direction indicated in the figure, the water is thrown around by the impeller. Due to the action of centrifugal force, the water forms a closed ring which is approximately equal in thickness depending on the shape of the pump chamber. The inner surface of the upper part of the water ring is just tangent to the hub of the impeller, and the inner surface of the lower part of the water ring is just in contact with the top of the blade (in fact, the blade has a certain insertion depth in the water ring). At this time, a crescent-shaped space is formed between the hub and the water ring of the impeller, which is divided into several small cavities with equal number of blades by the impeller. If the starting point is 0 degrees above the impeller, the volume of the small chamber increases from small to large at 180 degrees before the impeller rotates, and is connected with the suction port on the end surface. At this time, the gas is absorbed, and at the end of the suction, the small chamber is isolated from the suction port; when the impeller continues to rotate, the small chamber becomes smaller and compresses the gas; when the small chamber is connected with the exhaust port, the gas is discharged out of the pump.
In summary, the water ring pump relies on the volume change of the pump chamber to achieve aspiration, compression and exhaust, so it belongs to the variable-volume vacuum pump.
Water Ring Vacuum Pump Advantages :
1) The structure is simple, the manufacturing accuracy is not high, and it is easy to process.
2) Compact structure, high pump speed, generally can be directly connected with the motor, without deceleration device. Therefore, with a small structure size, we can get a large amount of exhaust gas and occupy a small area.
3) Compressed gases are basically isothermal, i.e. the temperature change in the process of compressed gases is very small.
4) Because there is no metal friction surface in the pump chamber, there is no need to lubricate the pump, and the wear is very small. The sealing between the rotating part and the fixing part can be accomplished directly by the water seal.
5) Inhalation uniformity, stable and reliable work, simple operation, easy maintenance.
Water Ring Vacuum Pump Defects:
1) Low efficiency, generally about 30%, better up to 50%.
2) The low vacuum is not only due to the structural limitation, but also to the saturated vapor pressure of the working fluid.
Because the gas compression in the water ring pump is isothermal, flammable and explosive gases can be removed. Due to the absence of exhaust valves and friction surfaces, dust-laden gases, condensable gases and gas-water mixtures can be removed. With these outstanding characteristics, it has been widely used in spite of its low efficiency.