
Vacuum Pump in Milking Industry
How to understand the vacuum generation and regulation in milking system?
Each component installed between the receiving tank and the vacuum pump, such as milk separator, vacuum regulator, vacuum balancing tank and air filter, is designed to provide a stable vacuum pressure inside the receiving tank, which is briefly described below.
What are the requirements for vacuum pressure stability of a milking system?
Vacuum pumps continuously extract air from the milking system to create a vacuum environment, while vacuum pressure regulators react to air demand in time to maintain the stability of the vacuum pressure in the milking system. The vacuum pressure in the receiving tank should be kept within the normal range of 2 kPa (0.6 inch mercury column) between the top and bottom.
What are the types of vacuum pumps?
Rotary vane vacuum pump
Rotary vane vacuum pump (Rotary vane pump) is an oil-sealed mechanical vacuum pump. It can extract the dry gas from the sealed container, and a certain amount of condensable gas can also be extracted if a gas-ballast device is attached. But it is not suitable for extracting the gas with excessive oxygen, corrosive to metal, chemical reaction to the pump oil and dust particles. Rotary vane vacuum pump is one of the most basic vacuum acquisition equipment in vacuum technology. It mainly consists of pump body, rotor, rotary vane, end cover, spring and so on. A rotor is eccentrically installed in the cavity of the rotary vane vacuum pump. The outer circle of the rotor is tangent to the inner surface of the pump cavity (there is a small gap between them). Two rotating vanes with springs are installed in the rotor groove. When rotating, centrifugal force and spring tension keep the top of the rotor in contact with the inner wall of the pump chamber. Rotor rotation drives the rotor to slide along the inner wall of the pump chamber. The crescent space enclosed by the rotor, pump chamber and two end caps is divided into three parts: A, B and C, as shown in Figure 1.
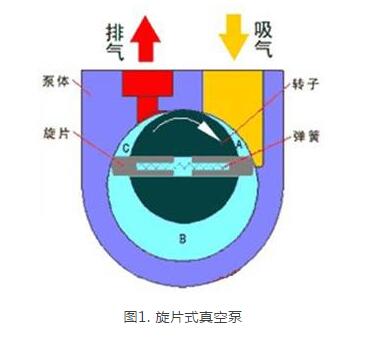
When the rotor rotates in the direction of arrow, the volume of space A connected with the suction port increases gradually and is in the process of suction. The volume of space C connected with the exhaust port is gradually reduced and is in the process of exhaust. The volume of space B in the middle is also gradually decreasing and is in the process of compression. Because the volume of space A increases gradually (i.e. expands), the pressure of gas decreases, and the pressure of gas outside the inlet of the pump is stronger than that inside space A, the gas is inhaled. When space A is isolated from the suction port, that is to say, when it moves to space B, the gas begins to be compressed, the volume gradually reduces, and finally communicates with the exhaust port. When the compressed gas exceeds the exhaust pressure, the exhaust valve is pushed open by the compressed gas, and the gas is discharged into the atmosphere through the oil layer in the tank. Continuous operation of the pump achieves the purpose of continuous pumping.
Rotary vane vacuum pumps with lubricants are very common in milking systems because they pump more air per horsepower. The rotary vane vacuum pump of the current milking system is equipped with four sliding vanes on the rotor. Its basic working principle is still shown in Figure 1.
This type of vacuum pump must be well maintained with sufficient high quality lubricant to avoid wear as much as possible, and at the same time to ensure that the rotary vane and the inner wall of the pump chamber are completely closed. Poor lubrication will reduce the performance of vacuum pumps, resulting in overheating of vacuum pumps, and thus shorten the service life of vacuum pumps due to damage. Therefore, regular inspection of oil kettles is very important. Lubricants used should always meet the standards recommended by the manufacturer.
Moreover, because the rotary vane vacuum pump will release oil pollution into the atmosphere, it is recommended to install an oil pollution recovery device, so that at least part of the oil pollution can be recovered, filtered and recycled in the pump.
Water ring vacuum pump
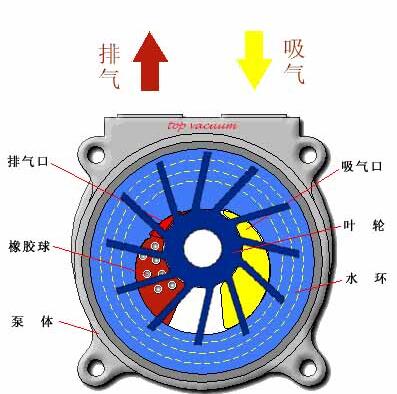
Water ring vacuum pump (water ring pump) is a kind of coarse vacuum pump. It is equipped with eccentric rotor with fixed blades. Water (liquid) is thrown to the stator wall. Water (liquid) forms a liquid ring concentric with the stator. The liquid ring and the rotor blade constitute a variable volume rotary variable volume vacuum pump.
Its basic working principle is that a proper amount of water is installed in the pump body as working fluid; when the impeller rotates clockwise in the direction indicated in Fig. 3, the water is thrown around by the impeller. Because of the centrifugal force, the water forms a closed ring with approximately equal thickness, which is determined by the shape of the pump chamber; the inner surface of the upper part of the water ring is just tangent to the hub of the impeller, and the inner surface of the lower part of the water ring is just with the blade. The tip of the blade contacts (in fact, the blade has a certain insertion depth in the water ring); at this time, a one-month conodont space is formed between the hub and the water ring of the impeller, which is divided into several small cavities with the same number of blades by the impeller; if the upper part of the impeller is 0 degree as the starting point, the volume of the small cavity increases from small to large when the impeller rotates 180 degrees, and is connected with the suction port on the end surface, at this time. When the impeller continues to rotate, the small cavity changes from large to small, so that the gas is compressed. When the small cavity is connected with the exhaust port, the gas is discharged out of the pump.
In summary, the water ring vacuum pump relies on the volume change of the pump chamber to achieve aspiration, compression and exhaust.
As the name implies, water ring vacuum pump is lubricated by water. Although this type of vacuum pump works quietly and pollutes less, it consumes 20% more energy than the rotary vane vacuum pump which needs lubricating oil at the same capacity level due to its high price and low efficiency. As a result, North American dairy farms do not like this type of vacuum pump.
As far as water ring vacuum pumps are concerned, adequate water supply must be guaranteed and they need to be updated regularly. In addition, water ring vacuum pump is not suitable for cold and ice-prone environment.
What are the characteristics of vacuum pumps in milking systems?
Like vacuum pumps in any other mechanical system, vacuum pumps in milking systems can discharge the corresponding amount of air at a given pressure or vacuum pressure level.
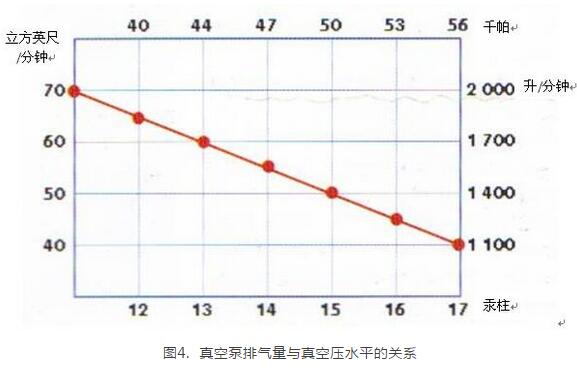
Take Figure 4 as an example. At the vacuum pressure level of 50 kPa (15 inch mercury column), the vacuum pump can discharge 1400 litres of air per minute. When the air intake exceeds the normal capacity of the vacuum pump, it is difficult to maintain the vacuum pressure level originally set by the milking system. At this time, the vacuum pressure level will drop until a new balance is achieved.
For example, at a vacuum pressure level of 44 kPa (13 inch mercury column), 1700 litres of air can be discharged per minute.
On the other hand, excessive friction will also cause the vacuum pressure in the vacuum pump to be too high, reduce the capacity of the vacuum pump and increase the power consumption. For another example, at a vacuum pressure level of 56 kPa (17 inch mercury column), only 1,100 litres of air can be discharged per minute.
How to determine the capacity of vacuum pump?
Milking systems usually require vacuum pumps to provide a vacuum pressure environment of 42 to 50 kPa (13 to 15 inches of mercury column). For most vacuum pumps, even the smallest one can be easily realized. However, it is very difficult to maintain this level of vacuum pressure when a certain amount of air is allowed to enter the milking system. In fact, the capacity of the vacuum pump can provide much more information than its horsepower.
What does a milking system need to have sufficient vacuum pump capacity to perform?
1.1 Running Milking Cup Group
During the milking process, the air flow rate of each milking cup group ranged from 30 to 60 liters per minute (1 to 2 cubic feet per minute); the air flow rate through each collector was 6 to 12 liters per minute (0.2 to 0.4 cubic feet per minute); and the air flow rate through each pulsator was 15 to 45 liters per minute (0.5 to 1.5 cubic feet per minute). Air consumption needs to be doubled if milk gauges or automatic cup removal components are installed. Even so, only a small portion of the vacuum pump capacity is used to run the milking cup group.
1.2 Compensation for air escape
A small amount of air leakage usually occurs at the milk inlet, the connection of the pulsator or any joint point of the milking system; a large amount of air leakage may occur in the vacuum balance tank or milk separator, as well as in any other part of the milking system. However, the total air leakage of the milking system should not exceed 10% of the capacity of the vacuum pump.
During the milking process, the vacuum pump should be able to compensate for the vacuum loss caused by the accidental entry of air into the milking system. Usually, the speed of the vacuum pump is increased by replacing the motor and the pulley, thus increasing the capacity of the vacuum pump.
How to recommend the capacity of vacuum pump for milking system?
In North American dairy farms, the reference standard value of the basic capacity of the vacuum pump is: the air flow required for each milking cup group is basic 1000 liters + additional 85 liters / minute (basic 35 cubic feet + additional 3 cubic feet / minute). The additional vacuum pump capacity is mainly used to compensate for vacuum regulators (100 liters/min, 3 cubic feet/min; 350 liters/min, 12 cubic feet/minute; 500 liters/min, 18 cubic feet/minute), milk gauges (15 liters/minute, 0.5 cubic feet/minute per air flow), milking cup set recoil systems, or pneumatic cattle-driving doors and sub-points). Vacuum consumption of accessory components such as group gates.
When choosing vacuum pump, it is not as important as people imagine that the number of milking cups will affect the vacuum stability of milking system. In North American dairy farms, the simplest calculation method for choosing vacuum pumps used to be one horsepower per milking cup group, but now it has become the standard of 283 liters per minute (10 cubic feet per minute) air flow per milking cup group. The new industry standard will take into account the number of milking cup groups, but in any case, when the composition of the milking cup doubles, there is no need to double the capacity of the vacuum pump.
In addition, if the milking system can be regularly maintained and repaired, the vacuum pump capacity used is slightly less than the standard reference value of the vacuum pump capacity is acceptable. In addition, during the milking process, the operation process of the milking staff and the operation of the milking system must ensure that the air inflow is reduced as much as possible. Of course, the use of a milk collector with an automatic closing valve and a device for reducing the air intake of milk in a tethered cowshed can also reduce the air intake of the whole milking system during the milking period. In order to evaluate whether the capacity of vacuum pump is adequate or whether the milking cup group can continue to be increased, it is important to test whether the effective vacuum reserve is up to the requirements. We will continue to discuss this in the following articles. Why shouldn’t we use a vacuum pump with more capacity than we need? The reason is simple: although the purchase cost is not necessarily high, the operation cost is high. For example, every additional 5 horsepower, the annual electricity bill will waste 3000-25000 yuan more. Naturally, electricity bills also depend on the price per kilowatt hour and the actual operation of the vacuum pump. The use of variable speed vacuum pump can not only ensure the necessary capacity, but also reduce the energy loss. Its working principle is to adjust the speed of vacuum pump motor by frequency conversion drive controller. We will also describe this in a follow-up article.
What are the five requirements for the exhaust pipe of vacuum pump?
Vacuum pump exhaust pipe should be as short as possible, and can not block the smooth discharge of air, at the same time with the vacuum pump relative tilt. For rotary vane vacuum pumps, air is discharged outdoors. The outlet of the exhaust pipe of a vacuum pump is usually equipped with a one-way valve, which prevents reverse rotation, which may damage the vacuum pump and contaminate the milking system. Detection of exhaust back pressure is very useful for detecting whether there is excessive obstruction of smooth air discharge.